Compression Transfer Moulding: An Innovative Manufacturing Process
Understanding Thermoset Moulding
Thermoset materials, such as epoxy resins, phenolic resins, and polyurethanes, are widely used for their excellent thermal stability, chemical resistance, and mechanical properties. These materials undergo a chemical reaction during curing, resulting in a cross-linked polymer structure that cannot be melted or reprocessed. Thermoset moulding involves shaping these materials in the moulding process and curing them to achieve the desired final properties.
Introduction to compression transfer moulding
Compression transfer moulding is a widely used manufacturing process in the plastics industry that combines the advantages of compression moulding and transfer moulding techniques. It is commonly used to produce complex and intricate products with a high level of accuracy, durability, and dimensional stability. In this blog post, we will explore the definition, process, advantages, disadvantages, and applications of compression transfer moulding.
Definition
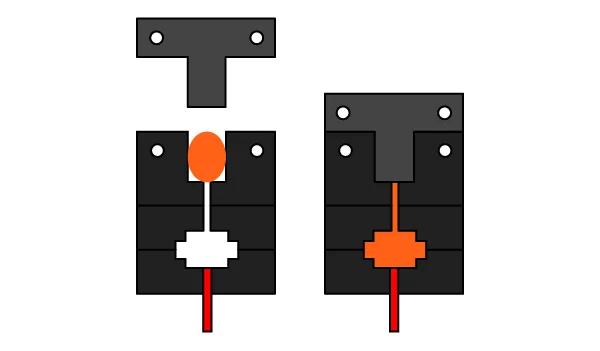
Compression transfer moulding involves the compression of a preheated and pre-measured plastic or composite material between two halves of a mould. The material is then forced into additional cavities or transfer paths using pressure, ensuring it reaches every intricate detail of the mould. This process allows for the creation of products with precise dimensions, texture, and intricate designs.
Process
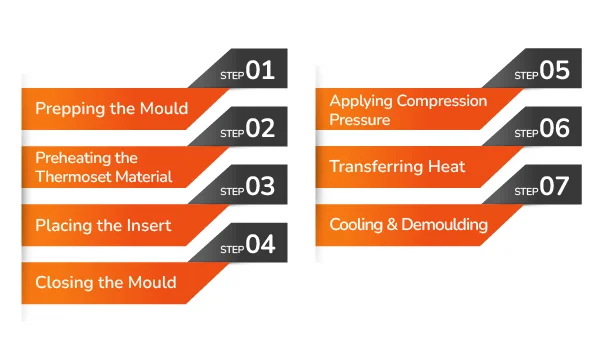
The compression transfer moulding process typically involves the following steps:
Step 1: Prepping the Mould
The first step in compression transfer moulding is to prepare the mould. This involves cleaning and applying a release agent to the mould surfaces to ensure easy removal of the finished part after curing. The mould should also be heated to the required temperature for proper curing of the thermoset material.
Step 2: Preheating the Thermoset Material
The thermoset material, such as epoxy or phenolic resin, is preheated to a specific temperature to achieve optimal flow characteristics. Preheating softens the material and makes it easier to transfer and fill the mould cavities thoroughly.
Step 3: Placing the Insert
If the product requires an insert, such as metal or plastic components, it is placed in the mould cavity before the mould is closed. The insert is positioned to ensure optimal adhesion between the thermoset material and the insert, improving the mechanical strength of the final product.
Step 4: Closing the Mould
Once the mould is prepared, the preheated thermoset material is transferred into the mould cavity. The mould is closed securely, allowing pressure to be applied during the compression and transfer stages. The closure of the mould ensures that the material flows evenly into all the intricate details and transfer channels.
Step 5: Applying Compression Pressure
Compression pressure is applied to the mould, forcing the thermoset material to flow and uniformly fill all the cavities and transfer paths. The high pressure exerted during this stage helps minimize any voids or trapped air, ensuring the final part is void-free and structurally sound.
Step 6: Transferring Heat
Heat is transferred to the mould to initiate the curing process of the thermoset material. The combination of pressure and heat enables the thermoset material to complete the cross-linking reaction, resulting in the formation of a rigid and cured product.
Step 7: Cooling and Demoulding
After the desired curing time, the mould is cooled to solidify the thermoset material. Cooling typically takes place outside the mould or in a controlled cooling chamber. Once cooled, the mould is opened, and the finished part is removed. Demoulding may require the use of release agents or mechanical assistance to ensure smooth and easy removal.
Advantages of Compression Transfer Moulding

- Cost-effective: Compression transfer moulding requires lower tooling costs compared to injection moulding, making it an economical choice for small to medium production runs.
- Enhanced dimension control: The process enables precise control over the dimensions and weight of the final product, ensuring consistency from part to part.
- High versatility: The technique can be used for various materials, including thermoplastics, thermosetting plastics, and composites, offering a wide range of applications.
- Reduced material waste: Minimal material waste is generated during the compression transfer moulding process, resulting in increased efficiency and cost savings.
- Enhanced design options: Enhanced design options: The process allows for intricate designs, textures, and complex shapes that are difficult to achieve with other moulding techniques.
Disadvantages of Compression Transfer Moulding
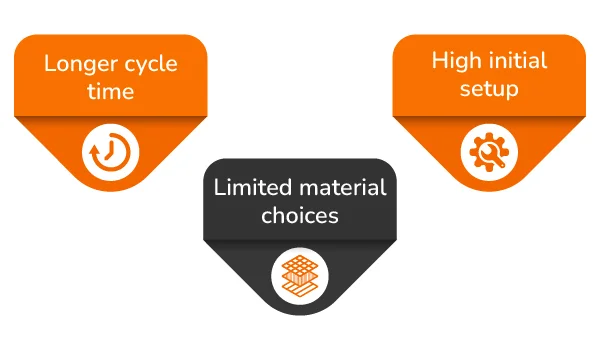
- Longer cycle time: Compared to injection moulding, the compression transfer moulding process has longer cycle times, limiting its suitability for high-volume production.
- Limited material choices: Certain materials may not be suitable for compression transfer moulding due to their processing requirements or characteristics.
- High initial setup: Setting up the moulding process requires careful consideration, including mould design, material selection, and process optimization.
Applications of Compression Transfer Moulding
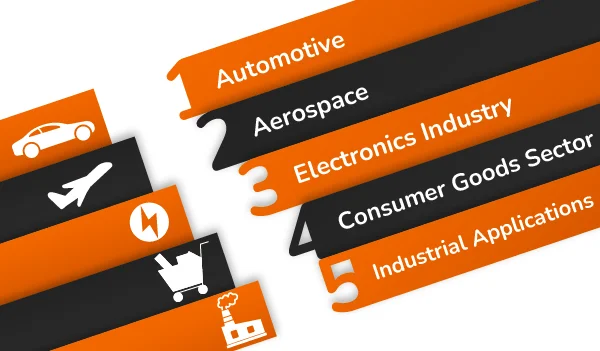
Compression transfer moulding finds application in a wide range of industries, including:
1. Automotive Industry
The automotive industry extensively utilizes compression transfer moulding for the production of crucial components. For instance, engine mounts, which play a vital role in reducing vibrations and enhancing vehicle stability, are commonly made using this process. Gaskets, seals, and electrical connectors in automotive applications also benefit from compression transfer moulding, ensuring enhanced durability and reliability.
2. Aerospace Sector
In the aerospace sector, compression transfer moulding is employed for manufacturing various interior components. Aircraft interior panels, such as overhead compartments and side panels, often require intricate shapes and high precision. Compression transfer moulding enables the production of these components with excellent dimensional accuracy and surface finishes. This process is also used for manufacturing seals and gaskets, maintaining optimal performance and safety.
3. Electronics Industry
Compression transfer moulding finds applications in the production of electronics components such as casings, connectors, and housings. With the increasing demand for smaller and more complex electronic devices, compression transfer moulding allows for the creation of intricate designs and textures. This method ensures that the components are well-protected, durable, and visually appealing.
4. Consumer Goods Sector
Compression transfer moulding is widely utilized in the consumer goods industry due to its ability to produce high-quality and customized products. From kitchenware like plastic utensils and food containers to toys and cosmetic containers, this manufacturing process enables the creation of complex shapes and textures. It ensures that consumer goods are not only aesthetically pleasing but also durable and functional.
5. Industrial Applications
In the industrial sector, compression transfer moulding is valuable for producing seals, gaskets, and components used in heavy machinery and equipment. These components often require precise dimensions and excellent resistance to pressure, temperature, and corrosion. Compression transfer moulding ensures that these critical parts meet the necessary performance standards and offer long-lasting reliability.
Conclusion:
Compression transfer moulding is an innovative manufacturing process that combines the benefits of both compression moulding and transfer moulding. Its ability to produce complex and intricate products with high accuracy, along with its cost-effectiveness and versatility, makes it an attractive choice in various industries. By understanding the process, advantages, disadvantages, and applications of compression transfer moulding, manufacturers can explore the potential it holds for their specific production needs.